




Fogtechnikai gyártóberendezés-család tervezése
A hagyományos és modern fogtechnikai eljárások rövid ismertetése

Tervezési munkáim közül ez a project már szeptember óta zajlik, mondhatnám azt is, hogy benne vagyok a közepében. Már egy prototípus üzemel, amely az én formatervemmel készült el. Azonban mielőtt bemutatnám a terveimet, úgy gondoltam, írok egy általános ismertetőt, mert aki nem fogtechnikus, nem tudhatja, mi is ez, mik a mai technológiák.
Az alapvető probléma, ha egy vagy több fog sérül, elveszik. Ennek rengeteg oka lehet, a fizikai sérülésektől kezdve az ínysorvadáson keresztül a cisztáig, csonthiányig, gyulladásig, fertőzésig. Nem törvényszerű, hogy valaki élete során elveszítse fogait, de sok veszélyforrás van, amelyek hozzájárulhatnak a fogak elvesztéséhez.
A fogorvosi ellátást, előkészítést követően kapcsolódnak a munkába a fogtechnikusok, akiknek munkája a pótláshoz szintén nélkülözhetetlen. Keleti tudósok már kísérleteznek a hiányzó fogak újranövesztésével őssejtbeültetés segítségével, tíz-tizenöt éven belül ez realitás lesz, de egyelőre napjaink CAD/CAM, CNC eljárásai a legkorszerűbbek, leghatékonyabbak.
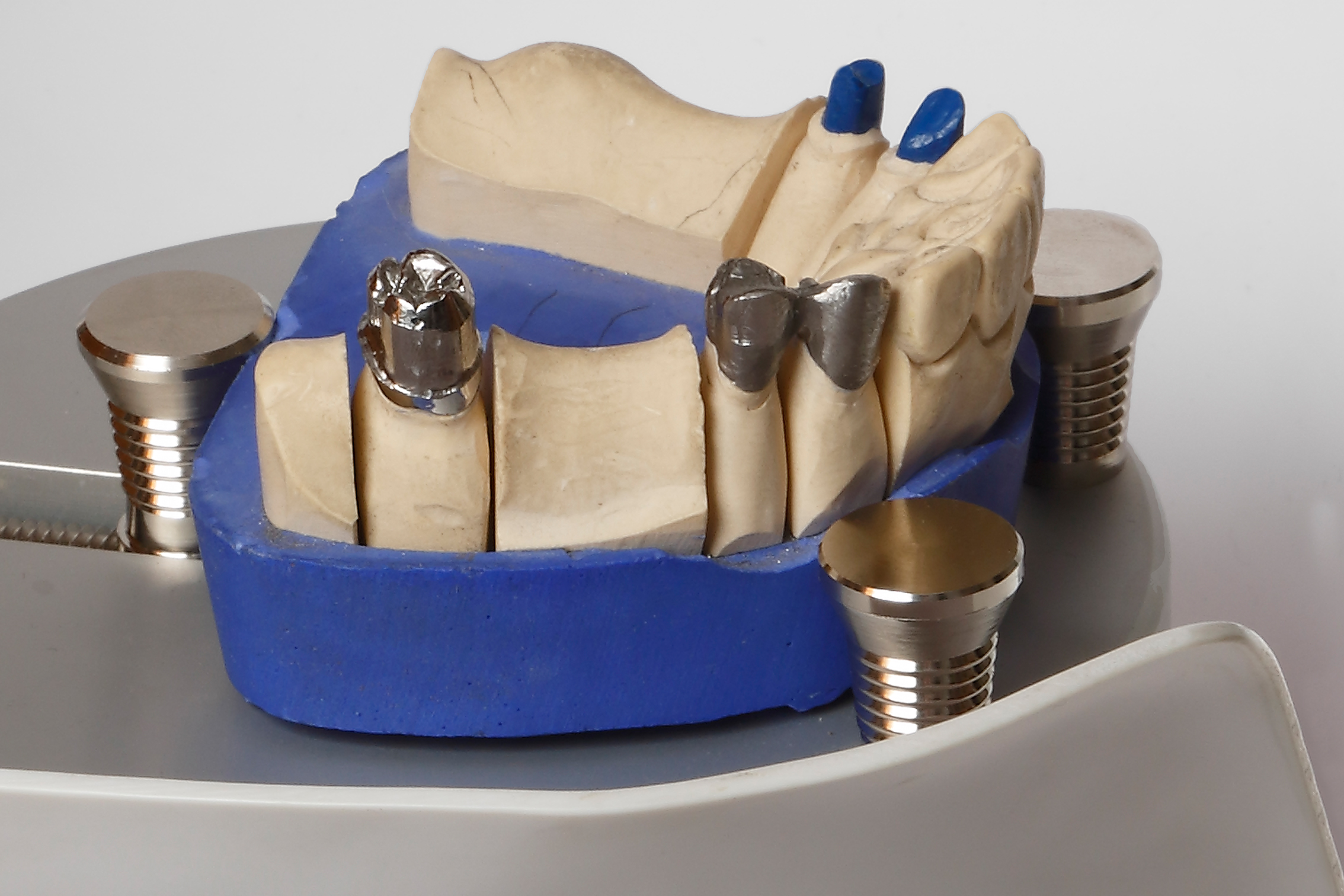
A feladat koronák (a fogcsonkra ültetett fogtest), hidak (több fogat áthidaló felépítmények), illetve implantátumok (a csontba ültetett csavarokra épített koronák) elkészítése. Napjainkban ez a terület is nagy fejlődésen megy keresztül, átalakul.
A munka első lépése az ellátás és mintavétel, ami a fogorvos feladata. Alginát vagy rugalmas szilikonkanál lenyomatokat készítenek, viasz, gipsz, stenc, cinkoxid vagy eugenol anyagokat már nem használnak. Ily módon a csonk (ha van) és az íny formáját veszik le ott, ahová majd a pótlás vagy korona kerül. Ez az anatómiai minta, erre készül a funkciós minta: egy cérnát feszítenek a szélekhez, melynek eltávolítása után láthatóvá válik a preparáció széle. Ezután leveszik a csonk pontos mintáját.
Ha implantátumra (a csontszövetbe ültetett titán csavarra) van szükség, zárt (ekkor a műcsonk bent marad) vagy nyitott kanalas eljárással (ekkor a műcsonkot a kanállal együtt kiveszik) veszik le a mintát. A műcsonk a csontszövetbe ültetett csavarból és a bele csatlakozó csonkból áll, amelyre a koronát ráépítik. A műcsonk anyaga ma általában titán. Ekkorra már eldől, hogy a csontszövet befogadta-e az implantátumot, ha kiveti, a csontszövet pótlására vagy más megoldásra van szükség. Ez a folyamat a mintavevő anyagok fejlődésén kívül az évek során nem nagyon változott.
Hagyományos modellkészítés:
Itt következik a fogtechnikus feladata. A hagyományos modellkészítés folyamatában a lenyomatot vibrációs padon, vákuumos keveréssel, gipsszel öntik ki, fontos a zárványmentesség. A mintát szekcionálják, alápreparálják, tehát az adott fogmintákat különválasztják, előkészítik. A preparált csonkra cseppenként, viaszkéssel viszik fel a formát, és gyakorlatilag mint a szobrászművészek, kialakítják. Ezt a formát aztán kiöntik fémből (arany, kobalt-króm, titán) vagy préselik kerámia korongokból. Homokfúvásos tisztítás, felületi utómunkák után a fémeket festették és kaptak egy kerámia bevonatot (leplezés), amit kiégettek, vagy kaphatott fényre kötő polimer bevonatot.
A modern technológia:
Mára ez alaposan megváltozott, Lényegében a félfém kerámiák felhasználására épül. A cirkónium oxidja lett a mára teljes mértékben elfogadott és bevált anyag. A cirkon, bár félfémnek hívják, hivatalosan inkább átmeneti fém. Természetes, szilikát közegben fordul elő. Például a cirkonnak nevezett nezoszilikátnak, az ékszereknél használt díszkőnek is magas a cirkónium-tartalma. A periódusos rendszerben a 40-es rendszámú cirkónium oxidjából (ZrO₂) magas hőfokon félfém kerámia keletkezik, mely rendkívül kopásálló, kemény, rideg anyag, és koronák, hidak kitűnő alapanyagának bizonyult. A fogzománc hajlítószilárdsága 200 MPa (megapascal), a hagyományos kerámiáké 120-190 MPa, a cirkónium-oxid kerámia koronáké pedig közel 1200 MPa.
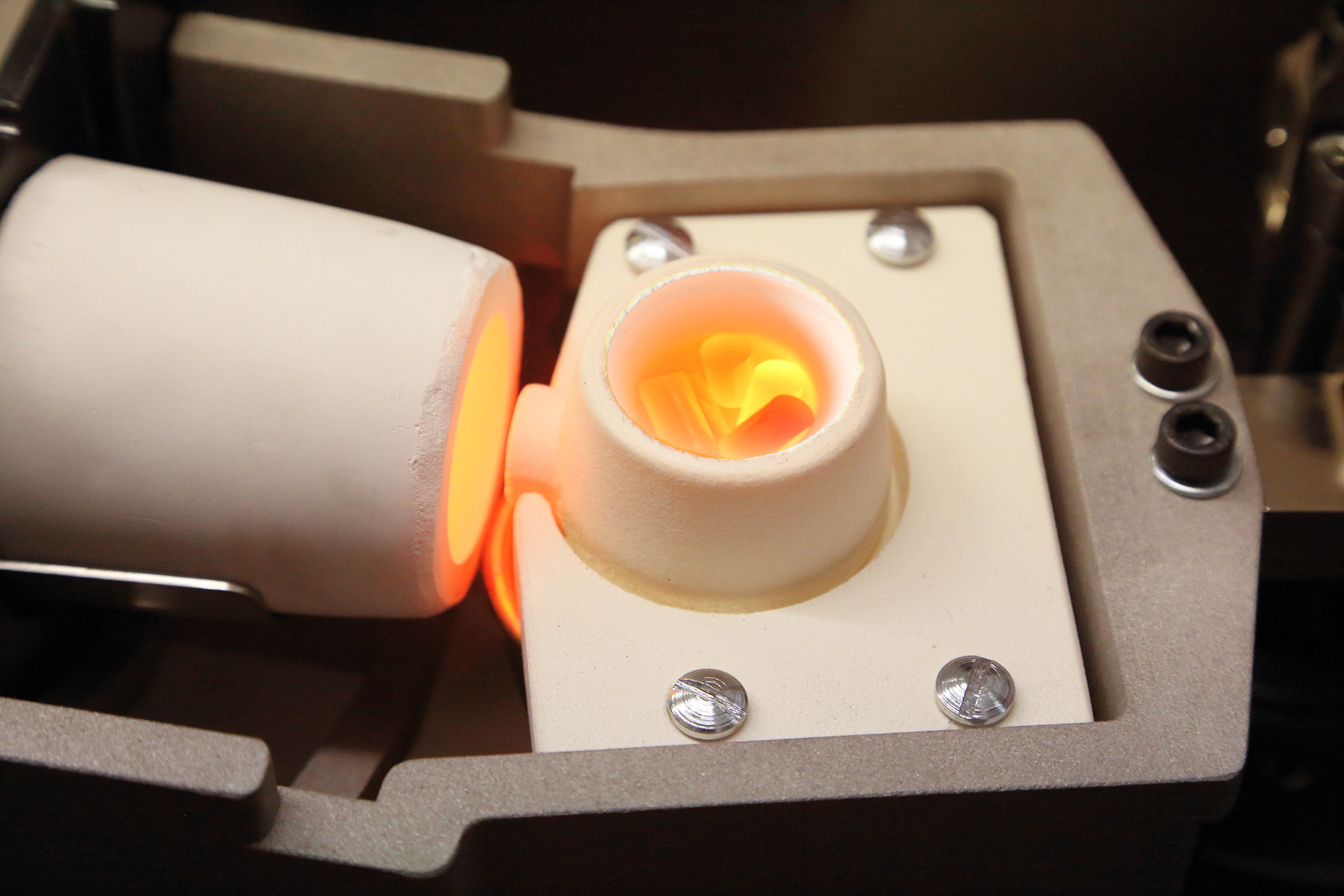
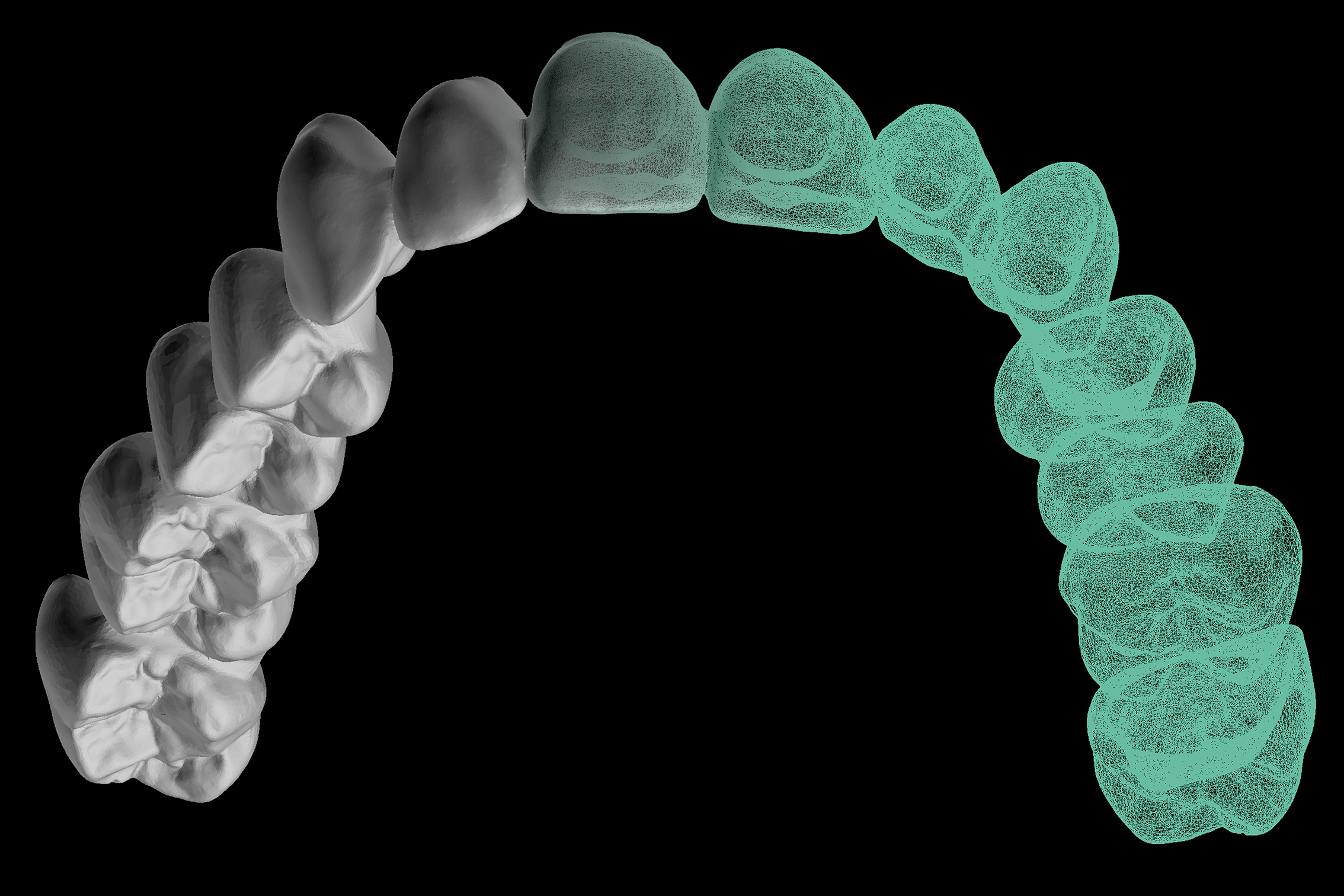
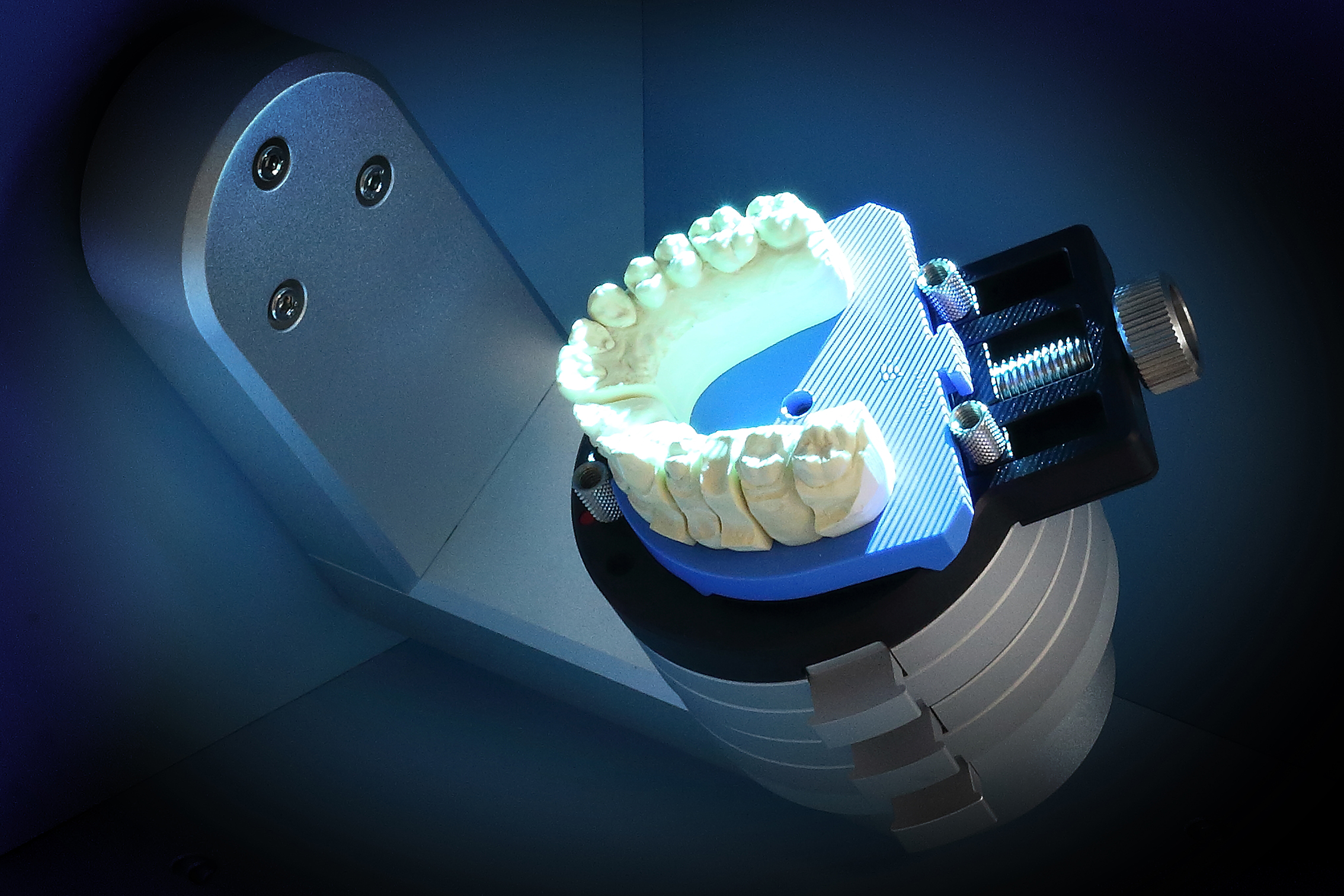
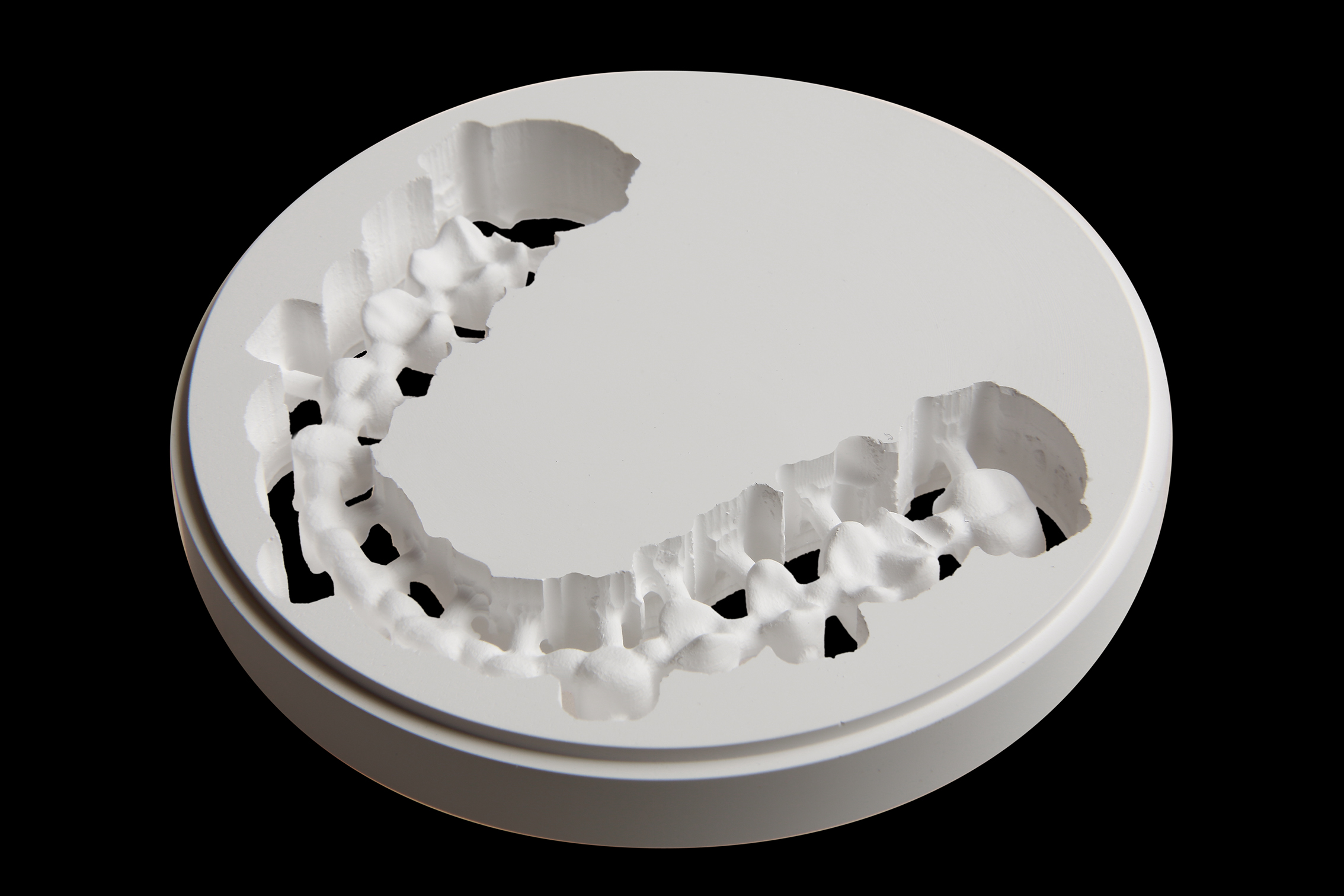
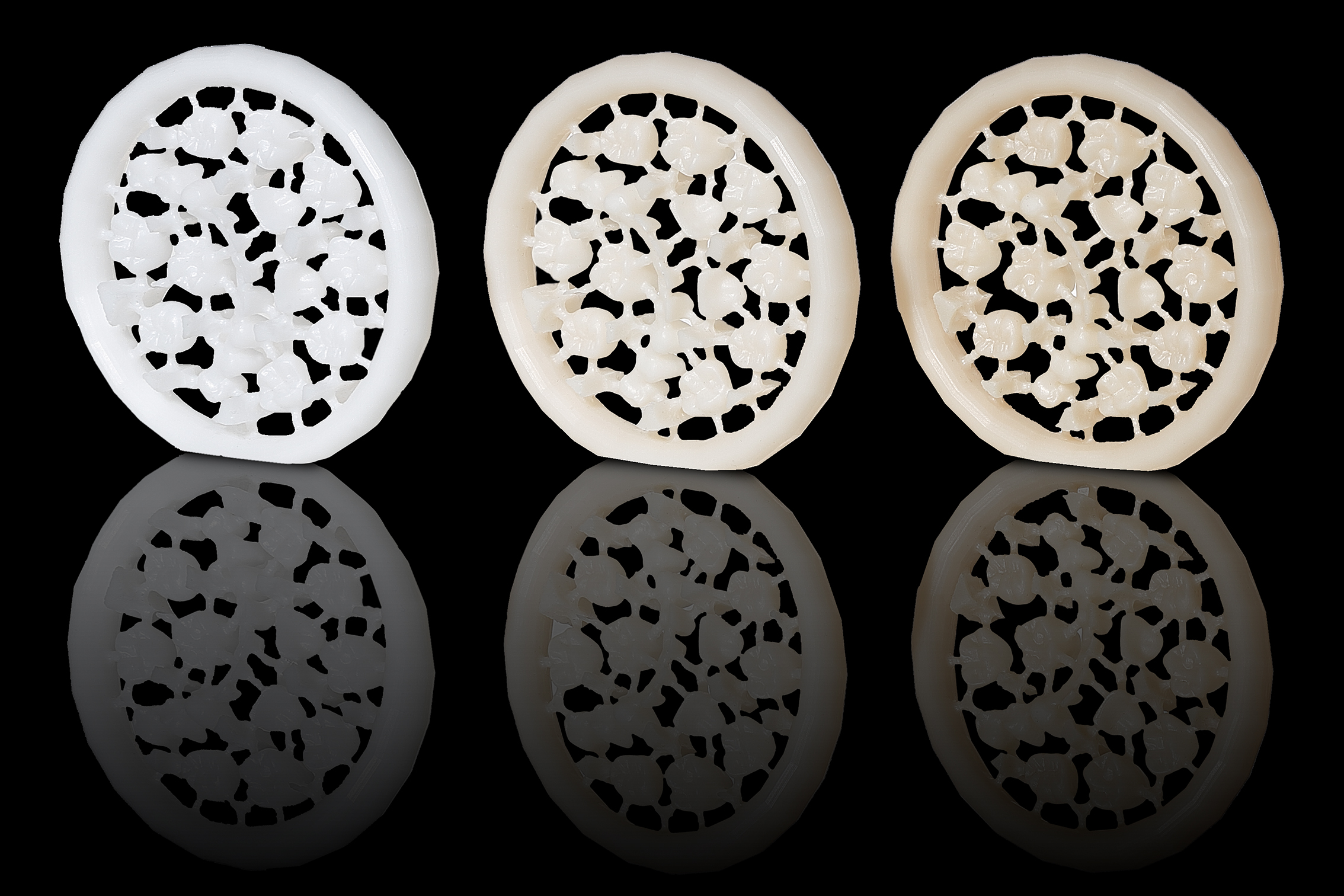
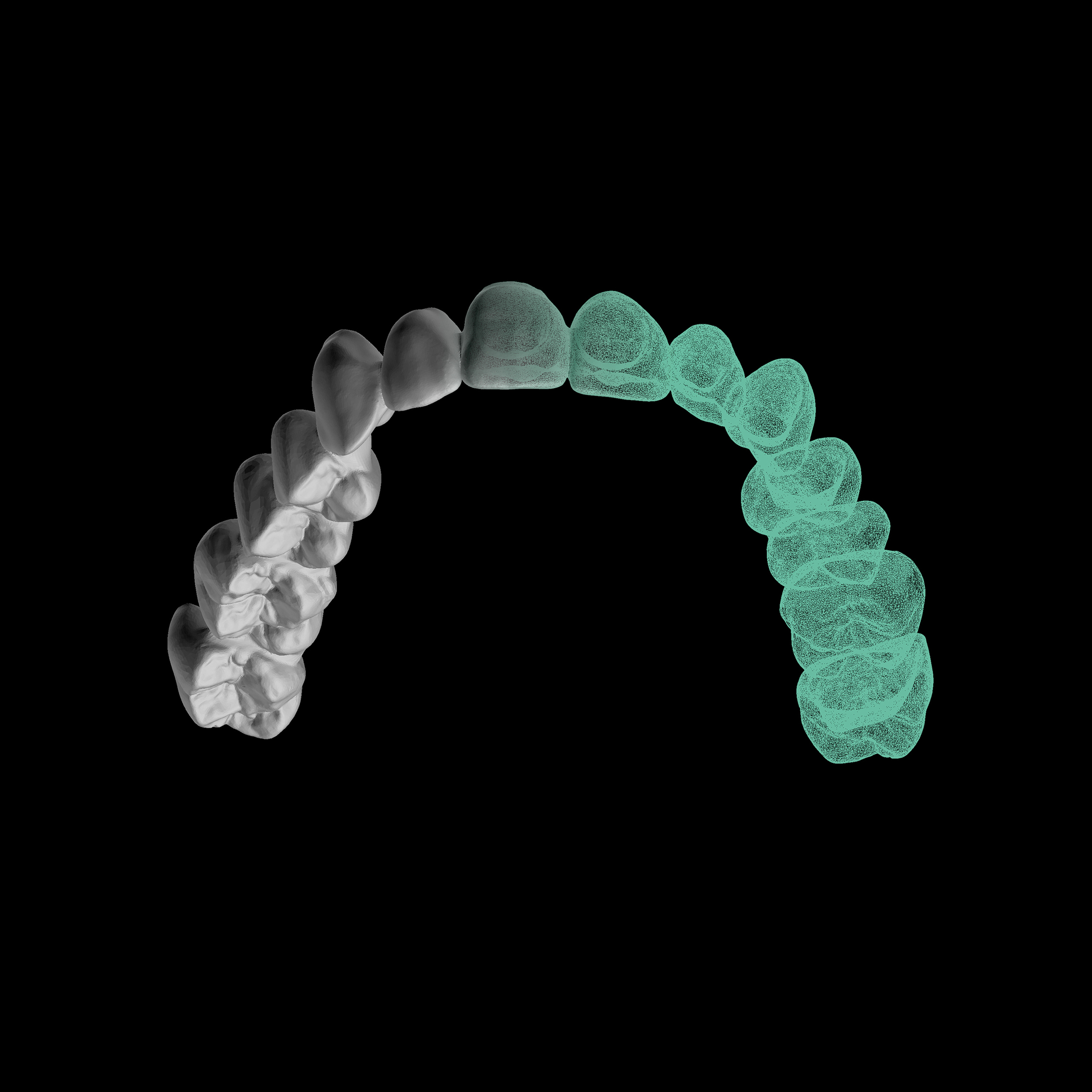
A technológia is teljesen ésszerű, gyors, pontos. Az oxidport nagy nyomáson akkora tömbökké sajtolják, hogy egy fél fogsor kimarva kijöjjön belőle. A gipszmintákat térscannelik, 10 mikronos tűréshatárú pontossággal. Ezt a high polygont (gyakorlatilag egy nagy felbontású, háromszög alapú térháló) utána célszofverrel feldolgozzák, ráépítik a testet. Napjainkban erre az Exocad szoftver a legelterjedtebb. Csapokat helyeznek fel, melyek majd összetartják egy tömbként a kimart hidakat, koronákat. A CAM szoftver megszerkeszti a marási pályákat, majd CNC technológiával kimarják a formákat. Ebben az állapotában a sajtolt oxidpor lágy, könnyen megmunkálható. Ezután a magas hőfokú égetés során kemény kerámiává alakul. Az égetési zsugorodás elég nagy, hozzávetőlegesen 20%, ez azonban nem probléma, mivel ezt a térscanneléskor és a felépítmény elkészítésekor a szoftver bekalkulálja. A kiégetett kerámiákról már csak le kell frézelni (marni) a csapokat és elvégezni az utómunkát. Régebben kaptak kerámia bevonatot, ma már azonban nyersen használják fel, mivel jól színezhető a VITA skála szerint (ez gyakorlatilag a fogak RAL skálája). Ha égetés elött ultrahanggal kimossák, a végső kerámia transzlücens (fényáteresztő) lesz, akár az igazi fogak. Átlagos terhelés mellett körülbelül 300 év az anyag időtállósága, tehát bőven megfelel, ám rideg, durva fizikai behatásra azért reped.
Tömören ez a lényege. A technológia bonyolult, sok szakmai fortéllyal, de gyors, ésszerű, pontos a hagyományos technológiával szemben, mely rengeteg időt és kézi munkát igényelt. Minden ember egyedi anatómiával rendelkezik, tehát a koronákat is egyedileg kell elkészíteni, egyedül az implantátumok és a műcsonkok azok, amelyekből tömeggyártottat lehet használni. Az új technológia kezdetben nagyon költséges volt, de elterjedésével az árak is jelentősen csökkentek.
A feladatom egy térscanner, egy négy- és egy öttengelyes CNC megmunkáló berendezés (az 5 tengely lehetővé teszi a teljes 360°-os forgástest kimarását egy fogással) és egy égetőkemence formatervezése, akár a vázszerkezet, felépítés módosításával, valamint a hozzájuk tartozó display-ek, digitális kezelőfelületek megtervezése.
Kapcsolódó fájlok